
10 ข้อบกพร่องที่เป็นไปได้ในการฉีดขึ้นรูปและวิธีแก้ปัญหา
ฝากข้อความ
10 ข้อบกพร่องที่เป็นไปได้ในการฉีดขึ้นรูปและวิธีแก้ปัญหา
การฉีดขึ้นรูปเป็นหนึ่งในกระบวนการที่พบได้บ่อยที่สุดซึ่งชิ้นส่วนพลาสติกถูกผลิตขึ้นมาในกระบวนการฉีดขึ้นรูปส่วนประกอบต่างๆที่มีขนาดรูปร่างและความซับซ้อนที่หลากหลายสามารถสร้างขึ้นได้
การทำชิ้นส่วนแม่พิมพ์ฉีดเป็นทั้งศิลปะและวิทยาศาสตร์ ความเชี่ยวชาญด้านเทคนิคระดับสูงและการใส่ใจในรายละเอียดเป็นสิ่งจำเป็นเพื่อป้องกันความผิดพลาดเล็ก ๆ น้อย ๆ จาก บริษัท ที่ต้องเสียค่าใช้จ่ายเป็นจำนวนมากเมื่อพูดถึงการผลิตชิ้นส่วนนวนิยาย
ปัจจัยเหล่านี้บางอย่างอาจเป็นอัตราการไหลความดันหรือการตั้งค่าอุณหภูมิของการฉีดขึ้นรูปพลาสติก
ลองมาดูข้อบกพร่องบางอย่างที่เกิดขึ้นอย่างหมดจดเนื่องจากความผิดพลาดในกระบวนการฉีดขึ้นรูป

สายการไหล
Sink Sinks
ช่องว่างสูญญากาศ
การเคลือบผิว
เส้นเชื่อม
ช็อตสั้น
แปรปรวน
เบิร์นมาร์ค
jetting
แฟลช
สายการไหล
คำอธิบาย: เส้นการไหลคือเส้นริ้วลวดลายหรือเส้นซึ่งโดยทั่วไปจะมีสีปิดซึ่งแสดงขึ้นบนชิ้นส่วนต้นแบบซึ่งเป็นผลมาจากเส้นทางกายภาพและโปรไฟล์การระบายความร้อนของพลาสติกหลอมเหลวขณะที่ไหลลงสู่โพรงแม่พิมพ์ฉีดพลาสติก พลาสติกที่ผ่านการฉีดขึ้นรูปจะเริ่มการเดินทางผ่านชิ้นส่วนเครื่องมือผ่านทางส่วนที่เรียกว่า "ประตู" จากนั้นจะไหลผ่านช่องเครื่องมือและเย็นลง (ในที่สุดจะแข็งตัวเป็นของแข็ง)

สาเหตุ: ข้อบกพร่องของสายการไหลเกิดจากความเร็วที่แตกต่างกันซึ่งพลาสติกหลอมเหลวจะไหลตามการเปลี่ยนแปลงทิศทางผ่านรูปทรงและโค้งภายในเครื่องมือแม่พิมพ์ พวกเขายังเกิดขึ้นเมื่อพลาสติกไหลผ่านส่วนที่มีความหนาของผนังที่แตกต่างกันหรือเมื่อความเร็วในการฉีดต่ำเกินไปทำให้พลาสติกแข็งตัวที่ความเร็วที่แตกต่างกัน
วิธิ:
เพิ่มความเร็วในการฉีดและแรงดันให้อยู่ในระดับที่เหมาะสมซึ่งจะทำให้มั่นใจได้ว่าช่องบรรจุนั้นถูกต้อง (ในขณะที่ไม่ปล่อยให้เวลาพลาสติกหลอมเหลวเริ่มเย็นลงในตำแหน่งที่ไม่ถูกต้อง) อุณหภูมิของพลาสติกหลอมเหลวหรือตัวแม่พิมพ์สามารถยกขึ้นได้เพื่อให้แน่ใจว่าพลาสติกไม่เย็นลงอย่างเพียงพอเพื่อทำให้เกิดข้อบกพร่อง
มุมกลมและตำแหน่งที่ความหนาของผนังเปลี่ยนแปลงเพื่อหลีกเลี่ยงการเปลี่ยนแปลงทิศทางและอัตราการไหลอย่างฉับพลัน
หาตำแหน่งของประตูที่จุดในช่องเครื่องมือด้วยผนังที่บาง
Sink Sinks
คำอธิบาย: เครื่องหมายจมเป็นหลุมอุกกาบาตขนาดเล็กหรือรอยแตกที่พัฒนาขึ้นในพื้นที่ที่หนาขึ้นของต้นแบบการฉีดขึ้นรูปเมื่อการหดตัวเกิดขึ้นในส่วนด้านในของผลิตภัณฑ์สำเร็จรูป ผลที่ได้ค่อนข้างคล้ายกับ sinkholes ในภูมิประเทศ แต่เกิดจากการหดตัวมากกว่าการพังทลาย

สาเหตุ: เครื่องหมายการจมมักเกิดขึ้นเมื่อเวลาในการทำความเย็นหรือกลไกการทำความเย็นไม่เพียงพอสำหรับพลาสติกที่จะทำให้เย็นตัวลงอย่างสมบูรณ์และรักษาในขณะที่อยู่ในแม่พิมพ์ พวกเขายังสามารถเกิดจากความดันไม่เพียงพอในโพรงหรือโดยอุณหภูมิที่ประตูมากเกินไป ส่วนอื่น ๆ ที่เท่ากันส่วนหนาของชิ้นส่วนที่ฉีดขึ้นรูปจะใช้เวลาในการทำให้เย็นกว่าบางและมีแนวโน้มที่จะเป็นที่ตั้งของอ่างล้างจาน
วิธิ:
ควรลดอุณหภูมิของแม่พิมพ์ลดความดันที่เพิ่มขึ้นและยืดเวลาการถือครองไว้เพื่อให้มีความเย็นและการบ่มที่เพียงพอ
การลดความหนาของส่วนผนังที่หนาที่สุดจะช่วยให้แน่ใจว่าการระบายความร้อนเร็วขึ้นและช่วยลดโอกาสในการเกิดรอยจม
ช่องว่างสูญญากาศ
คำอธิบาย: ช่องว่างสูญญากาศคือช่องอากาศที่ติดอยู่ภายในหรือใกล้กับพื้นผิวของเครื่องฉีดขึ้นรูปต้นแบบ
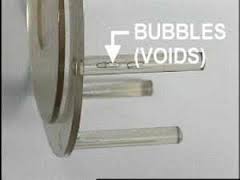
สาเหตุ: ช่องว่างสูญญากาศมักเกิดจากการแข็งตัวไม่สม่ำเสมอระหว่างพื้นผิวและส่วนด้านในของต้นแบบ สิ่งนี้สามารถทำให้รุนแรงขึ้นได้เมื่อความดันโฮลดิ้งไม่เพียงพอที่จะรวมตัวพลาสติกที่หลอมเหลวในแม่พิมพ์ (และทำให้เกิดแรงลมที่จะติดกับดัก) ช่องว่างสามารถพัฒนาจากส่วนที่หล่อจากแม่พิมพ์ที่มีสองส่วนที่ไม่ได้จัดตำแหน่งอย่างถูกต้อง
วิธิ:
หาตำแหน่งประตูที่ส่วนที่หนาที่สุดของการขึ้นรูป
เปลี่ยนเป็นพลาสติกที่มีความหนืดน้อยลง สิ่งนี้จะช่วยให้มั่นใจได้ว่าก๊าซจะถูกดักจับน้อยลงเนื่องจากอากาศสามารถหลบหนีได้เร็วขึ้น
เพิ่มแรงกดค้างไว้รวมทั้งเวลาค้าง
ตรวจสอบให้แน่ใจว่าชิ้นส่วนแม่พิมพ์อยู่ในแนวเดียวกันอย่างสมบูรณ์
การเคลือบผิว
คำอธิบาย: การหลุดออกของพื้นผิวเป็นเงื่อนไขที่ชั้นผิวบาง ๆ ปรากฏบนชิ้นส่วนเนื่องจากวัสดุที่ปนเปื้อน เลเยอร์เหล่านี้มีลักษณะเหมือนการเคลือบผิวและสามารถลอกออกได้ (เช่น“ delaminate”)

สาเหตุ: วัสดุแปลกปลอมที่หาทางเข้าไปในพลาสติกหลอมเหลวแยกต่างหากจากผลิตภัณฑ์สำเร็จรูปเนื่องจากสารปนเปื้อนและพลาสติกไม่สามารถเกาะติดกันได้ ความจริงที่ว่าพวกเขาไม่สามารถผูกพันไม่เพียง แต่มีผลกระทบต่อการปรากฏตัวของต้นแบบ แต่ยังอยู่กับความแข็งแกร่งของมัน สารปนเปื้อนทำหน้าที่เป็นความผิดที่มีการแปลที่ติดอยู่ภายในพลาสติก การพึ่งพาตัวแทนปล่อยแม่พิมพ์มากเกินไปอาจทำให้เกิดการแตกได้
วิธิ:
เตรียมพลาสติกให้เรียบร้อยก่อนการขึ้นรูป
เพิ่มอุณหภูมิแม่พิมพ์
ปรับมุมให้เรียบและหมุนอย่างคมชัดในการออกแบบแม่พิมพ์เพื่อหลีกเลี่ยงการเปลี่ยนแปลงอย่างฉับพลันในการหลอมละลาย
มุ่งเน้นที่กลไกการดีดออกในการออกแบบแม่พิมพ์เพื่อลดหรือกำจัดการพึ่งพาตัวแทนปล่อยแม่พิมพ์
เส้นเชื่อม
คำอธิบาย: เส้นเชื่อมเป็นเหมือนเครื่องบินมากกว่าเส้นที่ปรากฏในส่วนที่พลาสติกหลอมเหลวพบกันขณะที่ไหลจากสองส่วนที่แตกต่างกันของแม่พิมพ์

สาเหตุ: เส้นเชื่อมเกิดจากพันธะการไหลที่ไม่เพียงพอของสองหน้าหรือมากกว่าเมื่อมีการแข็งตัวบางส่วนของพลาสติกหลอมเหลว
วิธิ:
เพิ่มอุณหภูมิของแม่พิมพ์หรือพลาสติกหลอมเหลว
เพิ่มความเร็วในการฉีด
ปรับการออกแบบสำหรับรูปแบบการไหลเป็นกระแสข้อมูลเดียว
เปลี่ยนเป็นพลาสติกที่มีความหนืดน้อยหรือเป็นพลาสติกที่มีอุณหภูมิหลอมละลายต่ำกว่า
ช็อตสั้น
คำอธิบาย: ตามคำหมายถึงช็อตสั้นสามารถอธิบายได้ว่าเป็นสถานการณ์ที่การฉีดขึ้นรูปสั้น ซึ่งหมายความว่าพลาสติกหลอมเหลวด้วยเหตุผลบางอย่างไม่ได้ครอบครองโพรงของแม่พิมพ์หรือโพรงอย่างเต็มที่ทำให้เกิดส่วนที่ไม่มีพลาสติก ผลิตภัณฑ์สำเร็จรูปจะขาดเนื่องจากไม่สมบูรณ์


สาเหตุ: ช็อตสั้นอาจเกิดจากหลายสิ่ง การสอบเทียบอย่างไม่ถูกต้องของการยิงหรือความสามารถในการทำให้เป็นพลาสติกอาจส่งผลให้วัสดุพลาสติกไม่เพียงพอต่อการเติมเต็มช่องว่าง หากพลาสติกมีความหนืดมากเกินไปมันอาจแข็งตัวก่อนที่จะยึดครองช่องว่างทั้งหมดจนเกิดเป็นช็อตสั้น เทคนิค degassing ที่ไม่เหมาะสมหรือการระบายแก๊สอาจส่งผลให้เกิดช็อตสั้นเนื่องจากอากาศถูกขังอยู่และไม่มีทางหนีรอดได้ วัสดุพลาสติกไม่สามารถครอบครองพื้นที่ที่มีอากาศหรือก๊าซอยู่แล้ว
วิธิ:
เลือกพลาสติกที่มีความหนืดน้อยกว่าซึ่งมีความสามารถในการไหลสูงกว่า พลาสติกนี้จะเติมเต็มช่องว่างที่เข้าถึงได้ยาก
เพิ่มอุณหภูมิของแม่พิมพ์หรือหลอมเพื่อเพิ่มความสามารถในการไหล
บัญชีสำหรับการผลิตก๊าซโดยการออกแบบแม่พิมพ์เพื่อให้ก๊าซไม่ติดอยู่ภายในแม่พิมพ์และระบายอย่างเหมาะสม
เพิ่มการป้อนวัสดุในเครื่องฉีดขึ้นรูปหรือเปลี่ยนเป็นเครื่องที่มีการป้อนวัสดุที่สูงขึ้นในกรณีที่ถึงการป้อนวัสดุสูงสุด
แปรปรวน
คำอธิบาย: การแปรปรวน (หรือการบิดงอ) เป็นความผิดปกติที่เกิดขึ้นเมื่อมีการหดตัวไม่สม่ำเสมอในส่วนต่าง ๆ ของส่วนประกอบที่ขึ้นรูป ผลลัพธ์ที่ได้คือรูปร่างที่บิดเบี้ยวไม่สม่ำเสมอหรือโค้งงอซึ่งไม่ได้มีจุดประสงค์
")
สาเหตุ: การแปรปรวนมักเกิดจากการหล่อเย็นแบบไม่สม่ำเสมอของวัสดุแม่พิมพ์ อัตราการเย็นตัวที่แตกต่างกันในส่วนต่าง ๆ ของแม่พิมพ์ทำให้พลาสติกเย็นลงแตกต่างกันและทำให้เกิดความเครียดภายใน ความเครียดเหล่านี้เมื่อปล่อยออกมาจะนำไปสู่การแปรปรวน
วิธิ:
ตรวจสอบให้แน่ใจว่าเวลาในการทำความเย็นนั้นยาวนานพอและช้าพอที่จะหลีกเลี่ยงการเกิดความเครียดตกค้างที่ถูกล็อคเข้าไปในชิ้นส่วน
ออกแบบแม่พิมพ์ที่มีความหนาของผนังสม่ำเสมอและเพื่อให้พลาสติกไหลในทิศทางเดียว
เลือกวัสดุพลาสติกที่มีโอกาสหดตัวและเสียรูปน้อยกว่า วัสดุกึ่งผลึกโดยทั่วไปมีแนวโน้มที่จะแปรปรวน
เบิร์นมาร์ค
คำอธิบาย: รอยไหม้เป็นสีผิวซึ่งมักเกิดสนิมที่ปรากฏบนพื้นผิวของต้นแบบการฉีดขึ้นรูป
")
สาเหตุ: รอยไหม้เกิดจากการย่อยสลายของวัสดุพลาสติกเนื่องจากความร้อนสูงเกินไปหรือความเร็วในการฉีดที่เร็วเกินไป รอยไหม้อาจเกิดจากความร้อนสูงเกินไปของอากาศที่ติดอยู่ซึ่งกัดพื้นผิวของชิ้นส่วนที่ขึ้นรูป
วิธิ:
ลดความเร็วในการฉีด
ปรับการระบายก๊าซและกำจัดก๊าซให้มีประสิทธิภาพสูงสุด
ลดอุณหภูมิแม่พิมพ์และละลาย
jetting
คำอธิบาย: Jetting หมายถึงสถานการณ์ที่พลาสติกหลอมเหลวไม่สามารถยึดติดกับพื้นผิวแม่พิมพ์เนื่องจากความเร็วในการฉีด เป็นของเหลวพลาสติกหลอมเหลวแข็งตัวในสถานะที่แสดงรอยหยักของเจ็ตสตรีมบนพื้นผิวของชิ้นส่วนฉีดขึ้นรูป

สาเหตุ: Jetting เกิดขึ้นส่วนใหญ่เมื่ออุณหภูมิหลอมเหลวต่ำเกินไปและความหนืดของพลาสติกหลอมเหลวจะสูงเกินไปซึ่งจะเป็นการเพิ่มความต้านทานของการไหลผ่านแม่พิมพ์ เมื่อพลาสติกสัมผัสกับผนังแม่พิมพ์มันจะเย็นลงอย่างรวดเร็วและความหนืดเพิ่มขึ้น วัสดุที่ไหลผ่านด้านหลังของพลาสติกที่มีความหนืดนั้นจะผลักพลาสติกที่มีความหนืดออกไปอีกทำให้เกิดรอยขูดบนพื้นผิวของผลิตภัณฑ์สำเร็จรูป
วิธิ:
เพิ่มอุณหภูมิแม่พิมพ์และละลาย
เพิ่มขนาดของเกทเพื่อให้ความเร็วในการฉีดช้าลง
ปรับการออกแบบประตูให้เหมาะสมเพื่อให้แน่ใจว่ามีการสัมผัสอย่างเพียงพอระหว่างพลาสติกที่หลอมเหลวและแม่พิมพ์
แฟลช
คำอธิบาย: แฟลชเป็นข้อบกพร่องในการขึ้นรูปที่เกิดขึ้นเมื่อพลาสติกหลอมเหลวบางส่วนหลุดออกจากโพรงแม่พิมพ์ เส้นทางทั่วไปสำหรับการหลบหนีคือผ่านเส้นทางแยกหรือที่ตั้งหมุดของอีเจ็คเตอร์ การอัดขึ้นรูปนี้ทำให้เย็นลงและยังคงติดอยู่กับผลิตภัณฑ์สำเร็จรูป

สาเหตุ: แฟลชสามารถเกิดขึ้นได้เมื่อแม่พิมพ์ไม่ถูกยึดเข้าด้วยกันด้วยกำลังที่เพียงพอ (แรงที่มากพอที่จะทนต่อแรงต่อต้านที่เกิดจากพลาสติกหลอมเหลวที่ไหลผ่านแม่พิมพ์) ซึ่งทำให้พลาสติกซึมผ่าน การใช้แม่พิมพ์ที่เกินอายุการใช้งานของพวกเขาจะเสื่อมสภาพและนำไปสู่ความเป็นไปได้ของแฟลช นอกจากนี้ความดันในการฉีดที่มากเกินไปอาจทำให้พลาสติกผ่านเส้นทางที่มีความต้านทานน้อยที่สุด
วิธิ:
เพิ่มแรงดันของแคลมป์เพื่อให้แน่ใจว่าชิ้นส่วนแม่พิมพ์จะปิดในระหว่างการถ่ายภาพ
ตรวจสอบให้แน่ใจว่าแม่พิมพ์ได้รับการดูแลและทำความสะอาดอย่างถูกต้อง (หรือเปลี่ยนเมื่อแม่พิมพ์หมดอายุการใช้งานที่มีประโยชน์)
ใช้เงื่อนไขการขึ้นรูปที่ดีที่สุดเช่นความเร็วในการฉีดแรงดันการฉีดอุณหภูมิแม่พิมพ์และการระบายแก๊สที่เหมาะสม
ข้อบกพร่องจำนวนมากที่กล่าวถึงข้างต้นสามารถป้องกันได้ในกระบวนการออกแบบโดยรวมการออกแบบเครื่องมือที่เหมาะสมเข้ากับกระบวนการวนซ้ำ การใช้ซอฟต์แวร์ moldflow เช่นพลาสติก Solidworks จะช่วยให้คุณระบุตำแหน่งประตูที่สมบูรณ์แบบคาดการณ์ช่องอากาศไหลหรือแนวเชื่อมและช่องว่างสุญญากาศ สิ่งสำคัญที่สุดคือมันจะช่วยให้คุณออกแบบวิธีการแก้ปัญหาเหล่านี้ล่วงหน้าเพื่อที่ว่าเมื่อมันมาถึงการผลิตคุณไม่ต้องกังวลกับข้อบกพร่องที่ทำให้คุณเสียเงิน
ติดต่อเรา

B Block, No 21, Nan Xing Three Street, สวนอุตสาหกรรมหนานฟาง
Bei Ce, Humen, Dong Guan, Guang Dong, China
Skype: Deepmould
โทร: 86-15024107707
แท็ก: พลาสติก, Custom 2K Injection Moulding, BI-Injection Moulding, พลาสติกแบบกำหนดเอง, การผลิตกล่องพลาสติก, Plastic Moulding, Custom Injection Molding





